 86-20-82674399
86-20-82674399 








液压系统槽式酸洗流程及配方:
(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。
(2)水冲。压力为0.8MPa的洁净水冲干净。
(3)酸洗。酸洗液配方为:HCl为13%~14%;(CH2)6N4为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。
(4)水冲。用压力为0.8MPa的洁净水冲干净。
(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。
(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。
(7)钝化。钝化液配方为:NaNO2为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。
(8)水冲。用压力为0.8MPa的净化水冲净为止。
(9)快速干燥。用蒸汽、过热蒸汽或热风吹干
(10)封管口。用塑料管堵或多层塑料布捆扎牢固。 如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间。

液压系统循环酸洗流程及配方:
(1)试漏。用压力为1MPa压缩空气充入试漏。
(2)脱脂。脱脂液配方与槽式酸洗工艺中脱脂液配方相同。操作工艺要求为:液体温度40~50℃,连续循环3h。
(3)气顶。用压力为0.8MPa压缩空气将脱脂液顶出。
(4)水冲。用压力为0.8MPa的洁净水冲出残液。
(5)酸洗。酸洗液配方为:HCl为9%~11%;(CH2)6N4为1%;其余为水。操作工艺要求为:常温断续循环50min。
(6)中和。中和液配方为:NH4OH稀释至pH值为9~10的溶液。操作工艺要求为:常温连续循环25min。
(7)钝化。钝化液配方为:(NaNO2)=10%~14%;其余为水。操作工艺要求为:常温断续循环30min。
(8)水冲。用压力为0.8MPa,温度为60℃的净化水连续冲洗10min。 (9)干燥。用过热蒸汽吹干。
(10)涂油。用液压泵注入液压油。
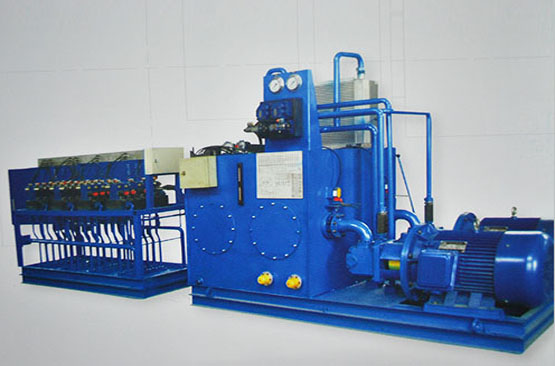
液压系统的酸洗分为槽式酸洗方法和循环酸洗方法,不同的酸洗方法有不同的特点,前者一般应用于配管量小的液压系统,后者则常应用于大型液压系统管路施工中。







 在线咨询
在线咨询 

